
Threaded Weld Studs Selection Guide
Threaded weld studs give you a male threaded fastener permanently attached to a steel surface — no through-hole required, no nut on the back side. You weld them in, then bolt directly to them. They’re used across structural fabrication, equipment mounting, precast concrete embed plates, and anywhere you need a reliable threaded connection to a base material that you can only access from one side. This guide covers the three main threaded stud types, when to use each, process selection, thread specifications, and what to watch for at installation.
- TP (pitch diameter) is the standard choice for structural and general industrial use; choose TF (full threaded) when you need maximum thread engagement in a tight clearance, and CS (collar) when you need a defined standoff for panels, gaskets, or insulators.
- Use CD (capacitor discharge) welding for diameters up to 5/16" on base material as thin as .025"; use drawn arc welding for 3/8" and larger structural diameters.
- Only drawn arc studs require a ceramic ferrule matched to stud diameter — CD studs do not.
- Standard material is carbon steel, ASTM A108; choose 304 stainless for general outdoor or corrosion exposure, or 316 stainless for marine and chemical environments.
In stock and shipping from Eugene, OR. Buy by the box, or submit a project for job pricing.
Shop Threaded & CD Studs → Get job pricing / submittalsOn This Page
- Threaded Stud Types
- CD vs. Drawn Arc
- Thread Specifications
- Diameter & Length Selection
- Materials & Finishes
- Common Applications
- Codes & Standards
- Installation Basics
- FAQ
- Related Resources
Threaded Stud Types: TP, TF, and Collar
Threaded weld studs come in three main configurations. The difference between them is where the thread starts relative to the weld end and whether a shoulder is present between the thread and the base.
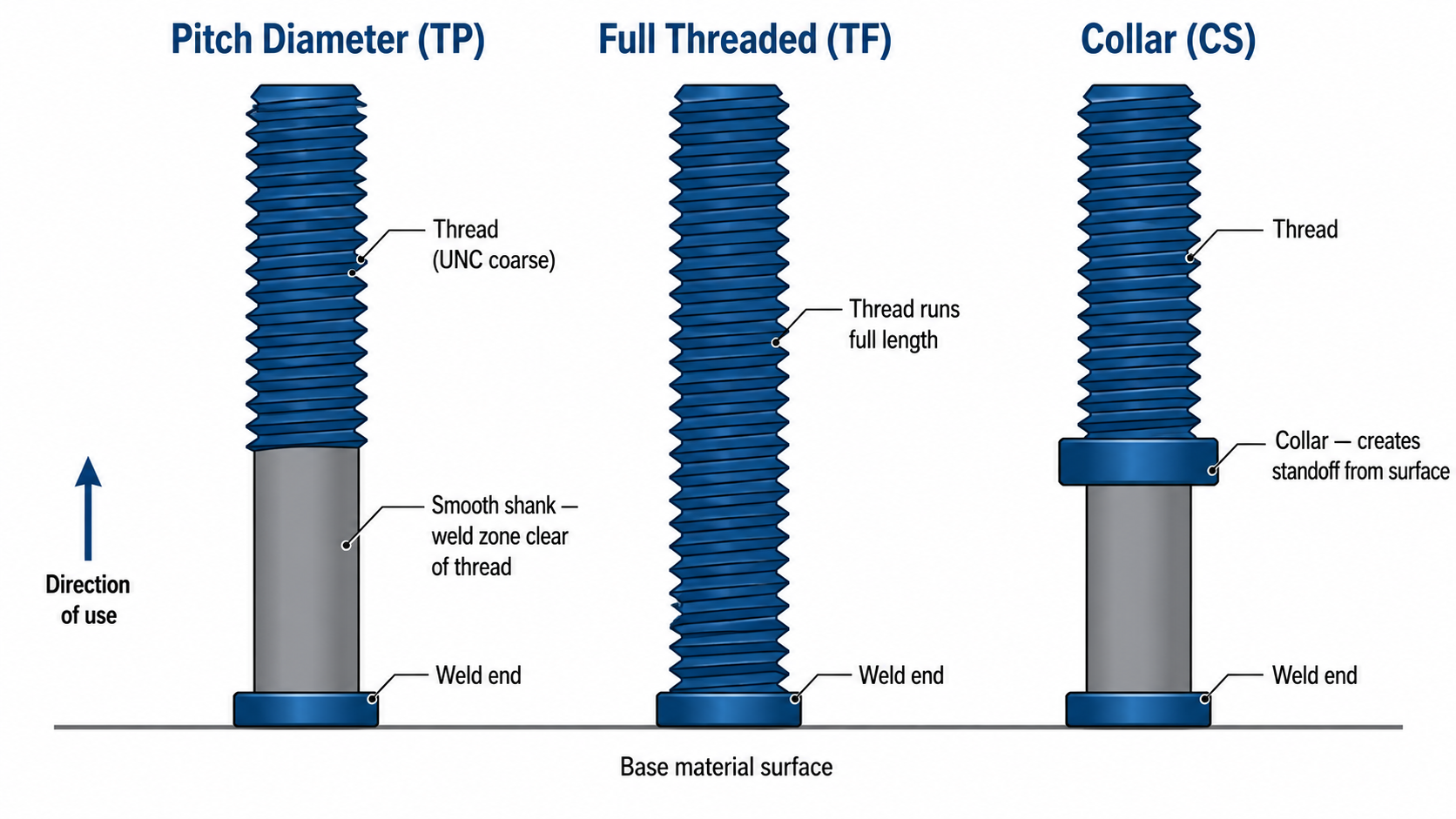
Pitch Diameter (TP)
The pitch diameter style is the most common threaded weld stud for structural and industrial applications. The thread terminates before reaching the weld end, leaving a smooth shank at the base. This keeps the weld zone free of thread deformation and produces a cleaner, more consistent weld. The smooth shank also prevents galling during chuck engagement in the stud welder. For most applications where thread performance is the priority, pitch diameter is the right choice.
Full Threaded (TF)
Full threaded studs run threads from the tip to the weld end. This eliminates any unthreaded shank length and maximizes thread engagement for a given stud length. Full thread is used where every millimeter of thread engagement matters — typically in tight-clearance applications or where stud protrusion above the surface must be minimized. The trade-off is slightly more variable weld performance since the thread runs into the weld zone. Full threaded studs are also common in CD welding applications on smaller diameters where weld flash is minimal.
Collar Stud (CS)
Collar studs have a machined shoulder between the thread section and the weld end. The collar creates a defined standoff distance between the mating surface and the base material, which is useful when you need consistent spacing for gaskets, insulators, covers, or panels. They are also used in applications where the bolt head must sit flush against a surface above the weld base. Less common than TP or TF, but the right tool when geometry demands a shoulder.
| Type | Thread Runs To | Best For | Notes |
|---|---|---|---|
| Pitch Diameter (TP) | Above weld zone (smooth shank at base) | General industrial, structural, embed plates | Most common; cleanest weld |
| Full Threaded (TF) | Weld end (fully threaded) | Maximum thread engagement, tight clearances | Common in CD welding applications |
| Collar (CS) | Above collar shoulder | Panel standoff, gasket spacing, insulator mounting | Machined shoulder provides defined offset |
CD vs. Drawn Arc: Which Process for Threaded Studs
Both capacitor discharge (CD) and drawn arc welding are used for threaded studs depending on diameter and application. The process choice affects weld time, reverse-side marking, ferrule requirement, and minimum base material thickness.
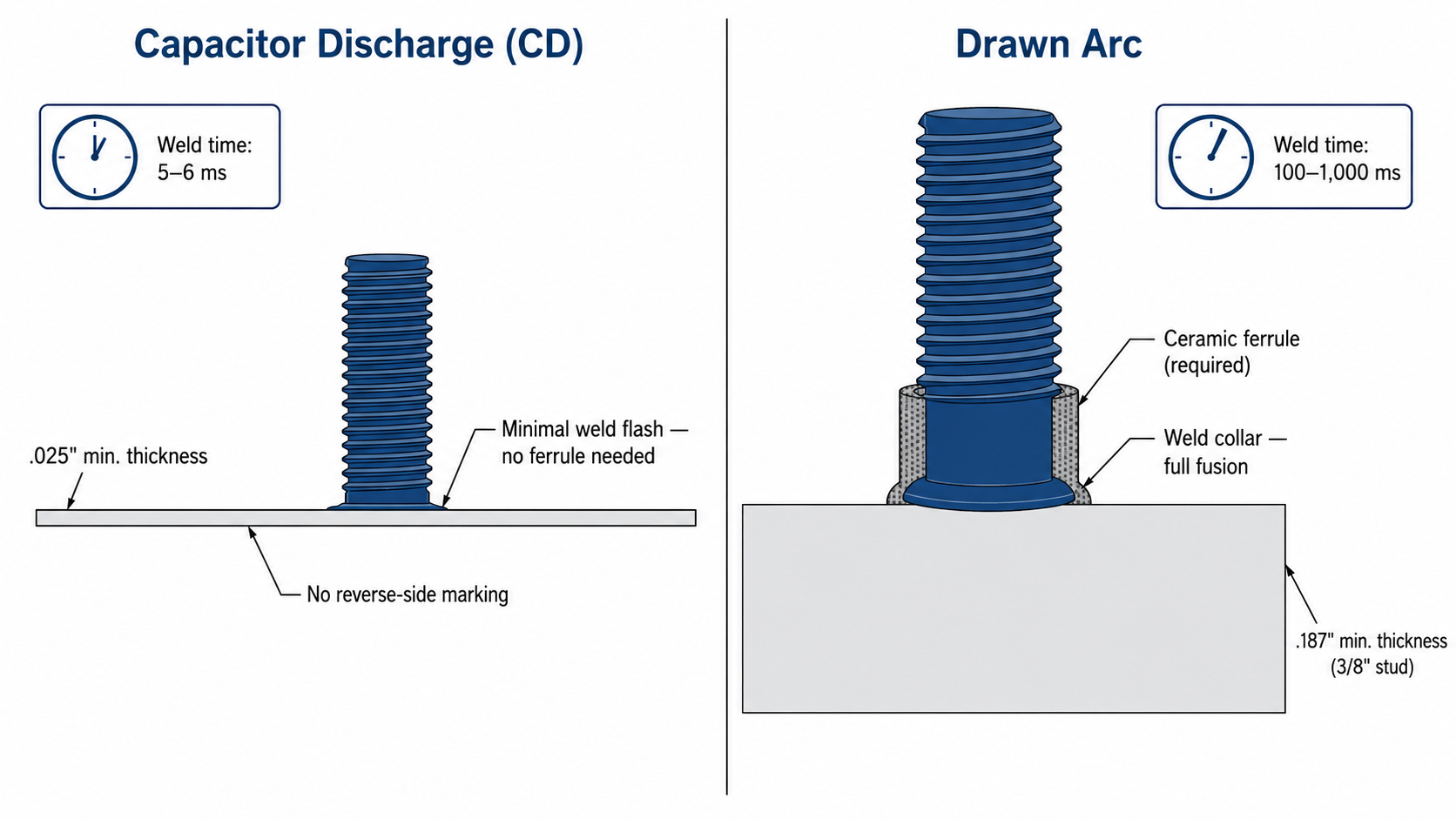
Capacitor Discharge (CD)
CD welding is used for smaller threaded stud diameters, typically up to 5/16". The discharge cycle is 5–6 milliseconds, which means almost no heat transfer to the base material. This allows welding to base material as thin as .025" (about 22 gauge) without reverse-side discoloration or burn-through. CD studs require no ceramic ferrule. The weld flash is minimal and stays close to the base. CD-welded threaded studs are common in electronics enclosures, sheet metal panels, HVAC equipment, and light structural applications on thin-gauge steel.
Drawn Arc
Drawn arc welding is used for structural diameters (3/8" and larger) where full fusion and mechanical integrity are required. The arc is drawn for 100–1,000 milliseconds depending on stud diameter, and a ceramic ferrule is required to contain the weld pool and form the weld collar. Drawn arc produces a full-penetration weld with consistent pull-out strength and is the required process when structural performance or code compliance governs. Power source requirements scale with diameter — a 400A unit handles through 7/16", 600A through 1/2".
| Process | Diameter Range | Min. Base Thickness | Ferrule Required | Weld Time |
|---|---|---|---|---|
| CD | #10 – 5/16" | ~.025" (22 ga.) | No | 5–6 ms |
| Drawn Arc | 3/8" – 1" | .187" (3/16") min. for 3/8" stud | Yes | 100–1,000 ms |
Thread Specifications
Threaded weld studs use Unified National Coarse (UNC) thread forms as the standard for industrial applications. UNC threads are specified with a thread count (threads per inch, or TPI) matched to the nominal diameter.
| Nominal Diameter | Thread (UNC) | TPI |
|---|---|---|
| #10 | 10-24 | 24 |
| 1/4" | 1/4-20 | 20 |
| 5/16" | 5/16-18 | 18 |
| 3/8" | 3/8-16 | 16 |
| 1/2" | 1/2-13 | 13 |
| 5/8" | 5/8-11 | 11 |
| 3/4" | 3/4-10 | 10 |
Fine thread (UNF) and metric thread studs are available on special order. If your application requires a non-standard thread form, contact our team — we can source through manufacturer-direct channels.
Diameter and Length Selection
Stud diameter is selected based on the required pull-out and shear load, the base material thickness (minimum plate requirements increase with stud diameter), and any code-mandated sizing. For most light industrial and mechanical applications, 1/4" through 3/8" cover the majority of use cases. Structural embed plate applications typically run 1/2" through 3/4".
Stud length is selected to provide sufficient thread engagement above the surface plus any grout, insulation, or spacer thickness that must be accommodated. A general rule is a minimum of 1.5× the nominal bolt diameter in thread engagement for steel fasteners. For embed plate applications, the structural engineer of record will specify required protrusion.
Materials and Finishes
The large majority of threaded weld studs in industrial service are carbon steel per ASTM A108 — low carbon, weldable, with consistent chemistry for repeatable arc performance. Stainless steel options (300 series, typically 304 or 316) are available when corrosion resistance is required.
- Carbon Steel, ASTM A108 — standard for general industrial, structural, and embed plate use. Compatible with standard drawn arc and CD equipment. Plain finish, no plating.
- 18-8 Stainless Steel (304) — for outdoor exposure, marine-adjacent environments, food processing equipment, or anywhere carbon steel corrosion would compromise the connection over the service life.
- 316 Stainless — for direct marine exposure, chloride-rich environments, or chemical processing. Adds molybdenum for enhanced pitting resistance.
Common Applications
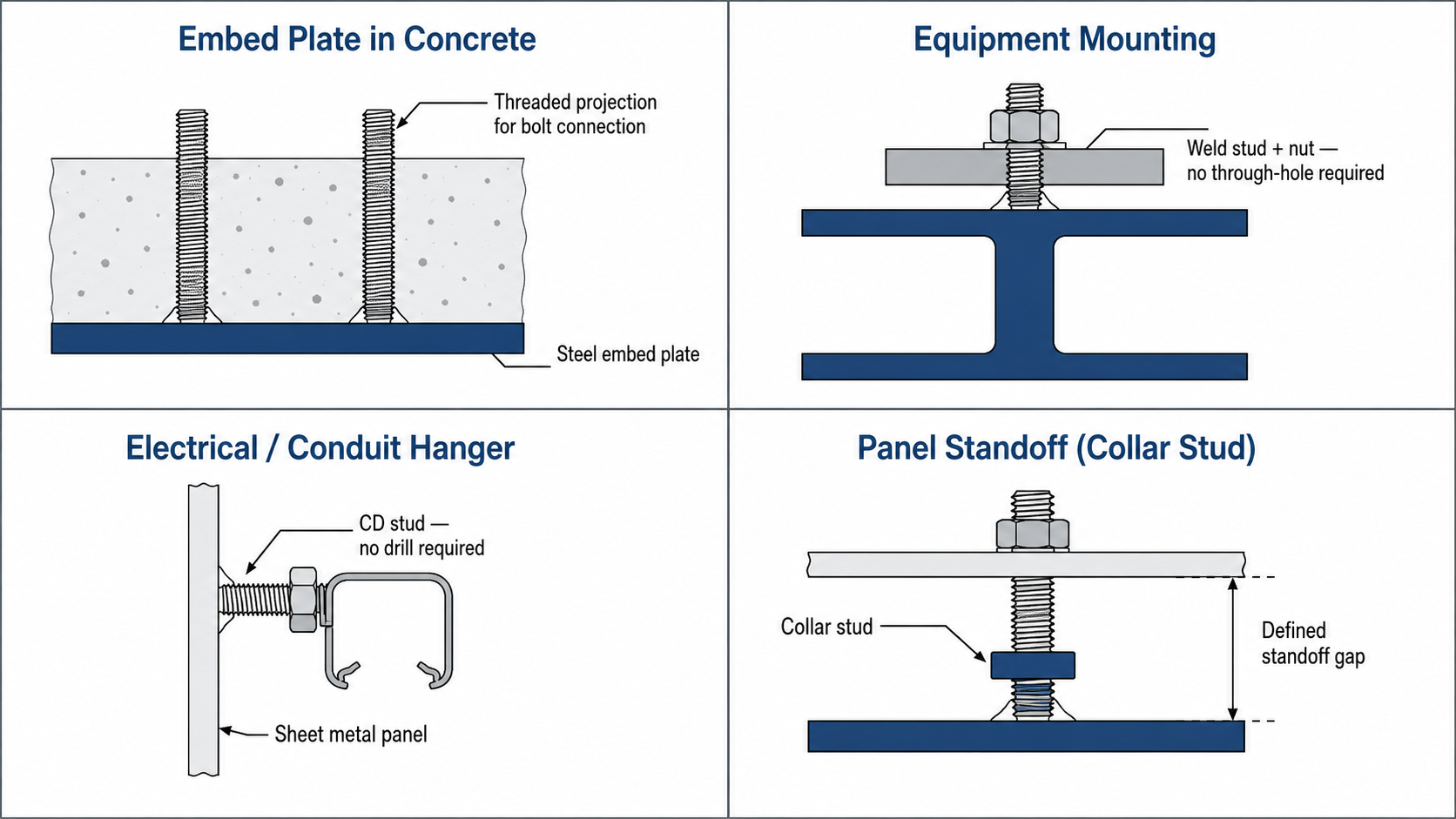
Threaded weld studs appear across a wide range of industries wherever a bolted connection is needed on a surface that has only single-side access.
- Precast and tilt-up embed plates — threaded studs projecting from steel embed plates are cast into concrete panels. Structural steel, hangers, or equipment are then bolted to the projecting threads without drilling into the concrete.
- Structural steel equipment mounting — mechanical equipment, switchgear, safety guards, ladders, and platforms are mounted to structural steel using welded threaded studs rather than through-bolts, eliminating the need to drill or flame-cut the structural member.
- Electrical and mechanical systems — conduit hangers, cable tray supports, junction box mounting, and HVAC equipment hangers use small-diameter CD-welded studs on sheet metal panels and equipment enclosures.
- Automotive and transportation — body panel trim mounting, sensor brackets, and interior components use CD-welded threaded studs on sheet steel without visible fasteners on the opposite side.
- Insulation and panel standoffs — collar studs provide the correct standoff height for insulation panels, access doors, and cover plates where the face of the panel must be held a specific distance from the base.
Codes and Standards
For structural applications, threaded weld studs welded by the drawn arc process are governed by the same standards as other structural weld studs:
- ASTM A108 — material standard for cold-finished carbon and alloy steel bars used in weld stud manufacturing.
- AWS D1.1 Structural Welding Code — Steel — governs qualification of stud welding procedures and operators for structural applications.
- AWS C5.4 — recommended practices for stud welding, covering equipment setup, process parameters, and inspection.
CD-welded threaded studs in non-structural applications (sheet metal panels, equipment enclosures, HVAC) are typically not code-governed but should follow equipment manufacturer installation guidelines and any applicable product or facility standards.
Installation Basics
Successful threaded weld stud installation comes down to four things: correct process selection (CD vs. arc), clean base material, matched ferrule (for drawn arc), and calibrated equipment. A few specifics to know before you start:
- Base material cleanliness — mill scale, rust, paint, coatings, and galvanizing all interfere with weld quality. The weld area must be clean bare steel. CD studs are more tolerant of surface variation than drawn arc, but neither forgives heavy contamination.
- Ferrule matching (drawn arc only) — each stud diameter requires a matched ceramic ferrule. The ferrule forms the weld collar and contains the arc. Using the wrong ferrule size produces a malformed collar and inconsistent fusion. See our Weld Stud Ferrule Sizing Chart for matched ferrule sizes by stud diameter.
- Lift and plunge (drawn arc) — the gun lifts the stud, strikes the arc, then plunges back into the weld pool. Equipment calibration (lift height, plunge force, arc time) must be dialed in for each stud diameter and base material combination. Start with manufacturer-recommended settings and test on scrap before production welding.
- Post-weld inspection — the weld collar should be full and symmetrical around the stud base. Bend test a sample at 30° and inspect the collar for cracks. A properly welded stud can be bent 30° and returned to vertical without collar failure.
Frequently Asked Questions
What is the difference between a pitch diameter and a full threaded weld stud?
A pitch diameter (TP) stud has a smooth unthreaded shank at the weld end — the thread starts above the base. This keeps the weld zone free of thread deformation and produces a cleaner weld. A full threaded (TF) stud runs threads all the way to the weld end, maximizing thread engagement for a given stud length. TP is the more common choice for structural and general industrial applications; TF is used where thread length is at a premium.
Can I weld threaded studs to galvanized or coated steel?
Not without surface preparation. Galvanizing, paint, and most coatings must be removed from the weld zone before stud welding. Welding through a coating produces porosity, inconsistent fusion, and potential toxic fumes (particularly with zinc galvanizing). Grind or abrasive-blast the weld area to bare steel before welding, then touch up the coating after installation if corrosion protection is required.
What is the minimum base material thickness for CD-welded threaded studs?
CD welding can be performed on base material as thin as .025" (approximately 22 gauge) for small diameters (#10 and 1/4"). The capacitor discharge cycle is so fast (5–6 ms) that heat input is minimal and reverse-side marking is essentially eliminated. This is the primary reason CD welding is used on sheet metal panels, enclosures, and automotive body components where through-surface discoloration would be unacceptable.
What is the difference between a threaded weld stud and a rivet nut?
Both provide a female or male thread in a base material without through-access, but they work differently. A threaded weld stud is welded to the surface and provides a male (external) thread that projects outward — the mating bolt threads onto it from the outside. A rivet nut is mechanically installed into a drilled hole and provides a female (internal) thread. Weld studs are stronger (full fusion bond vs. mechanical crimp), don’t require a hole, and can be used on surfaces too thin or too hard to install rivet nuts. Rivet nuts are removable and reusable; weld studs are permanent.
Do threaded weld studs require a ferrule?
Only drawn arc threaded studs require a ceramic ferrule. The ferrule contains the weld pool and shapes the weld collar. CD-welded threaded studs do not use a ferrule — the discharge cycle is so fast that there is no significant weld pool to contain. If you are welding a diameter in the range where either process is possible (3/8" is the transition zone), the process selection determines whether a ferrule is required.
Can threaded weld studs be used in concrete embed plate applications?
Yes — this is one of the most common structural applications for drawn arc threaded studs. Studs are welded to a steel embed plate, which is then cast into a concrete panel, column, or slab during pours. The threaded projections remain accessible after the concrete cures for attachment of structural steel, hangers, equipment, or facade elements. For this application, the engineer of record typically specifies stud diameter, protrusion length, and material grade.
Related Resources
- Weld Stud Selection Guide — full cluster overview covering all stud types, process selection, and material options
- Headed Concrete Anchors & Shear Connectors Selection Guide — HCA and shear connector selection for composite construction
- Deformed Bar Anchors Selection Guide — DBA selection for precast and tilt-up concrete applications
- Weld Stud Ferrule Sizing Chart — matched ferrule sizes for every drawn arc stud diameter
- Shop All Weld Studs